일반적인 직교 좌표계(Cartesian Coordinate System, X, Y, Z)로 제어합니다. 반면, 극좌표 가공은 멀티 축 기계에서 원통형 또는 회전체 가공을 구현하기 위해 좌표계의 변환 원리를 이용합니다.
1. 기본 원리: 좌표계의 변환
극좌표 보간 가공은 공작물의 회전(C축)과 선형 축(Radial Axis, X 또는 Y축)의 움직임을 결합하여 툴패스를 생성하는 원리입니다.
- 일반적인 3축 직교 좌표계:
- 공구 위치는 (X, Y, Z)로 정의됩니다.
- 극좌표계 (Polar Coordinate System):
- 평면상의 위치를 거리(ρ)와 각도(θ)로 정의합니다.
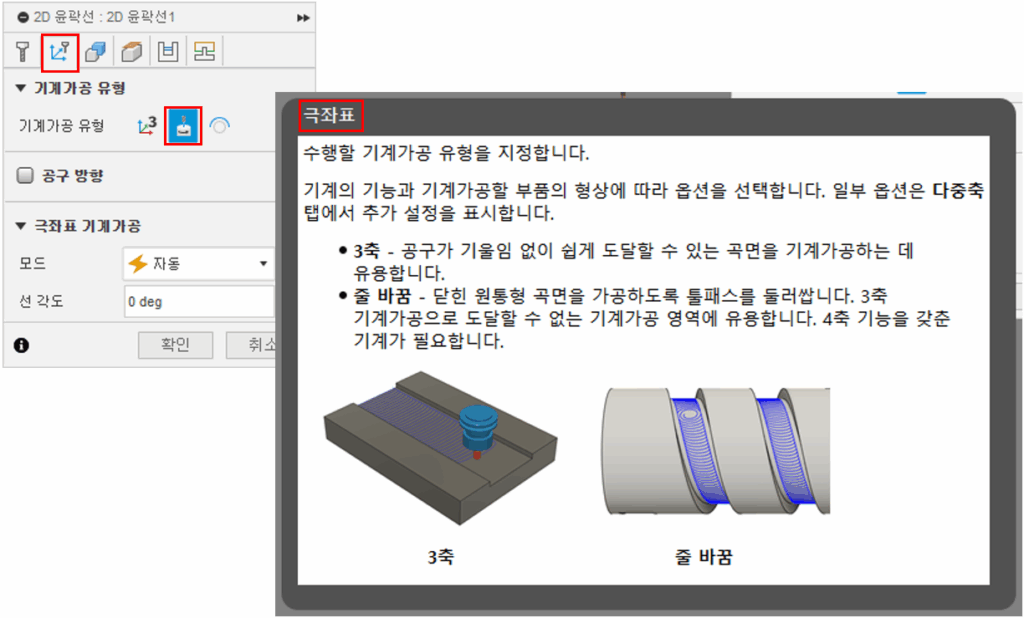
극좌표 보간 가공은 공작물의 원통형 곡면을 가공할 때, 툴패스의 선형 축(X 또는 Y) 움직임을 각도 축(C)의 움직임으로 변환하여 구현합니다.
2. 작동 방식 (Fundamental Mechanism)
이 방식은 5축(3축 + 2회전 축) 장비가 없어도, C축 테이블(회전 테이블)이 장착된 4축 장비에서 특정 가공을 가능하게 합니다.
- 가공 경로 생성: CAM 소프트웨어에서 원통 표면에 대한 툴패스(예: 2D 윤곽, 등고선)를 직교 좌표계 기반으로 생성합니다.
- G-Code 변환 (G112): 일반적인 4축 줄 바꿈(Wrap) 가공은 Y축 움직임을 A축/C축 회전으로 대체하지만, 극좌표 보간 가공은
직교 좌표 (X, Y)를 극좌표로 변환합니다.- 선반 가공처럼 공작물(C축)을 회전시키고, 공구(X/Y축)를 직선 이동시켜 원하는 형상을 보간하여 만듭니다.
- 효과: 공구는 원통의 중심을 기준으로 회전하는 공작물에 대해 방사형(Radial)으로 접근하며 가공을 진행합니다.